|
|
|
|
Главная >> Машиностроительное черчение. Инженерная графика. Чекмарев |
|
|
Изображение соединений деталей
Изображение сварных соединений (окончание)Условные обозначения швов сварных соединенийСтруктура условного обозначения стандартного шва или сварной точки приведена на рис. 11.30, а, нестандартного — на рис. 11.30, б.
На месте указанных прямоугольников записывают следующие данные: 1 — обозначение стандарта на типы и конструктивные элементы швов;
Вспомогательные знаки в условных обозначениях сварных соединений (рис. 11.31): 1 — усиление шва снять; 2 — наплывы и неровности шва обработать с плавным переходом к основному металлу; 3 — шов прерывистый или точечный с цепным расположением, угол наклона линии 60°; 4 — шов прерывистый или точечный с шахматным расположением; 5 — шов по незамкнутой линии (знак применяют, если расположение шва ясно из чертежа); 6 — знак в прямоугольнике 4 (см. рис. 11.30) перед размером катета по стандарту; 7 — шов по замкнутой линии (диаметр знака 3...5 мм); 8 — шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения. На месте прямоугольника 5 записывают следующие данные:
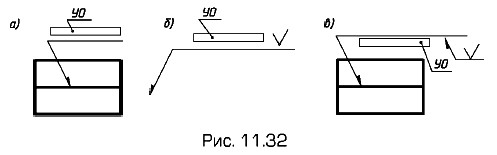
Для нестандартных швов способ сварки указывают в технических требованиях или в таблице швов. Вспомогательные знаки (рис. 11.31) выполняют сплошными тонкими линиями, их высота одинакова с высотой цифр, входящих в обозначение шва. Условное обозначение (УО) шва наносят на полке линии-выноски для шва с лицевой стороны и под полкой для шва с обратной стороны (рис. 11.32). Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (см. рис. 11.32, б, в), или указывают в таблице швов, или приводят в технических требованиях чертежа, например Параметр шероховатости сварных швов...
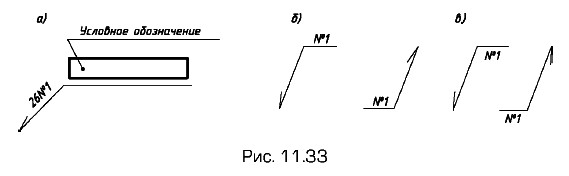
Сварочные материалы, указывают на чертеже в технических требованиях или таблице швов; их можно и не указывать. При наличии на чертеже одинаковых швов обозначение наносят у одного из швов, а от изображений остальных швов этого типа проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
Количество одинаковых швов можно указывать на линии-выноске, имеющей полку с обозначением (рис. 11.33, а).
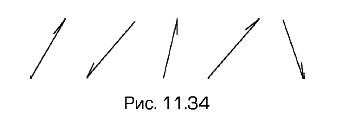
Упрощение обозначений швов сварных соединенийПри наличии на чертеже швов, выполняемых по одному и тому же стандарту, стандарт приводят в технических требованиях по типу Сварные швы... по... или в таблице. Если все швы одинаковы и изображены с одной стороны, то порядковый номер им не присваивают, а швы отмечают линиями-выносками без полок (рис. 11.34), обозначение шва указывают в технических требованиях.
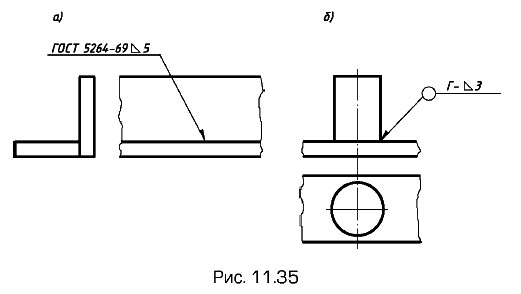
На чертеже симметричного изделия при наличии на изображении оси симметрии можно отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы можно отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого проведена линия-выноска с номером позиции). Можно не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях, эта запись однозначно определяет место сварки, способы сварки, типы швов сварных соединений, размеры их конструктивных элементов в поперечном сечении шва и расположение швов. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или в таблице швов. Типы швов, их конструктивные элементы и размеры стандартизованы. Наряду со сваркой соединений из стали и сплавов на железоникелевой и никелевой основе дуговой сваркой выполняют соединения из медных и алюминиевых сплавов под флюсом, в углекислом газе, инертных газах, покрытым электродом. Кроме указанных соединений контактной точечной, рельефной и шовной сваркой выполняют также соединения титановых, алюминиевых, магниевых и медных сплавов. Подобные типы сварных соединений получают при сварке нагретым газом с присадочным прутком или экструзионной сварке пропилена, полипропилена и винипласта. В учебном процессе по курсу инженерной графики обозначения стандартных швов упрощают и наносят, например, только номер стандарта, буквенно-цифровое обозначение шва, размер катета его поперечного сечения и знак О, если требуется. Примеры сварных швов на рис. 11.35: а — шов углового соединения, без скоса кромки, односторонний, выполняемый электродуговой сваркой с катетом шва 5 мм; б — сварное соединение цилиндрической детали с пластиной. В этом соединении шов односторонний без скоса кромок выполнен по замкнутому контуру (знак О), газовой сваркой (буква Г), с катетом шва 3 мм. ГОСТ 5264—80 определяет типы швов сварных соединений деталей из углеродистых сталей, выполненных ручной электродуговой сваркой.
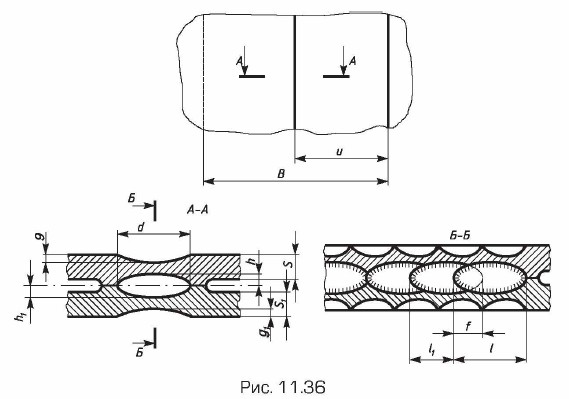
Пример конструктивных элементов соединений контактной шовной сваркой приведен на рис. 11.36. На нем указаны: d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 — величина проплавления; ƒ — перекрытие литых зон шва; В — ширина нахлестки; расстояние u ≥ 0,5B; s и s1 — толщины свариваемых деталей; g и g1 — глубина вмятия не более 1/5 толщины деталей; l ≈ d.
<<< К началу параграфа Следующий параграф >>>
|




|
|